
それでは、当社ではどの様な作業をしているか、加工の詳しい内容を紹介します。 ※このコラムは随時更新します。
機械部・鋳物加工(コンテンツ1)
☆POINT
・KBT-13DX-Aによる機械加工
・素材は鋳物なので失敗できない(溶接で修復不可)
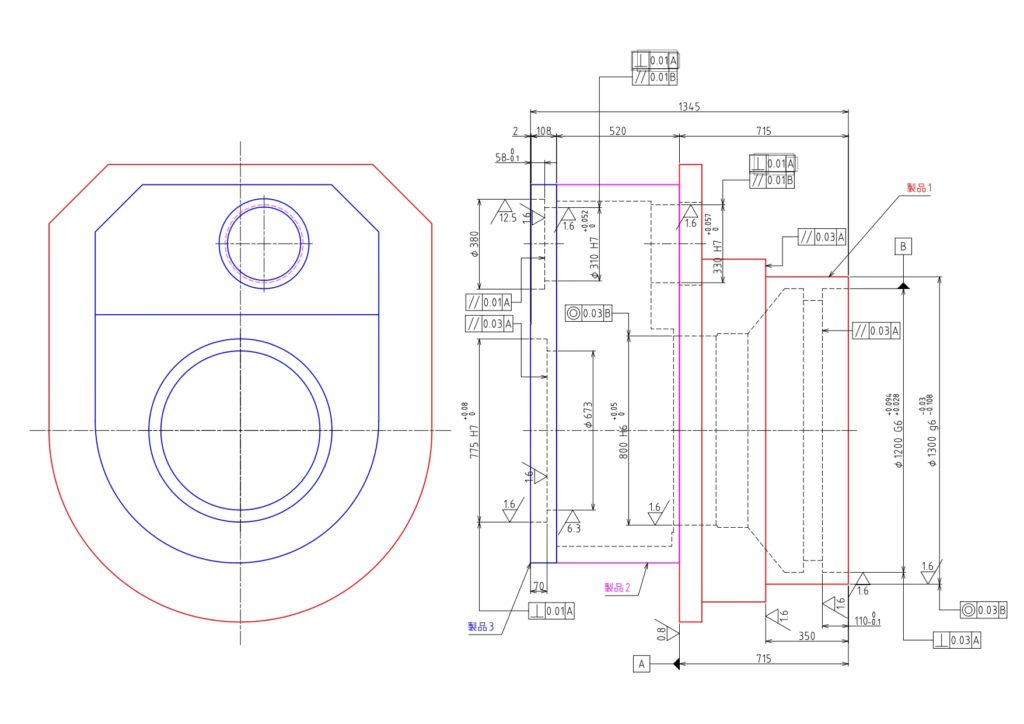
・H6H7の真円加工がメイン
①セッティング・段取り
加工図を見てセッティング
横軸がメインの機械はワークが動きやすいので、特にしっかりとしたセッティングが必要。
機械加工は段取りでその後の加工スピードが変わってくる。
平行と芯、原点を出す。図面、取り代、プログラムチェックをする。
②荒加工

加工内容
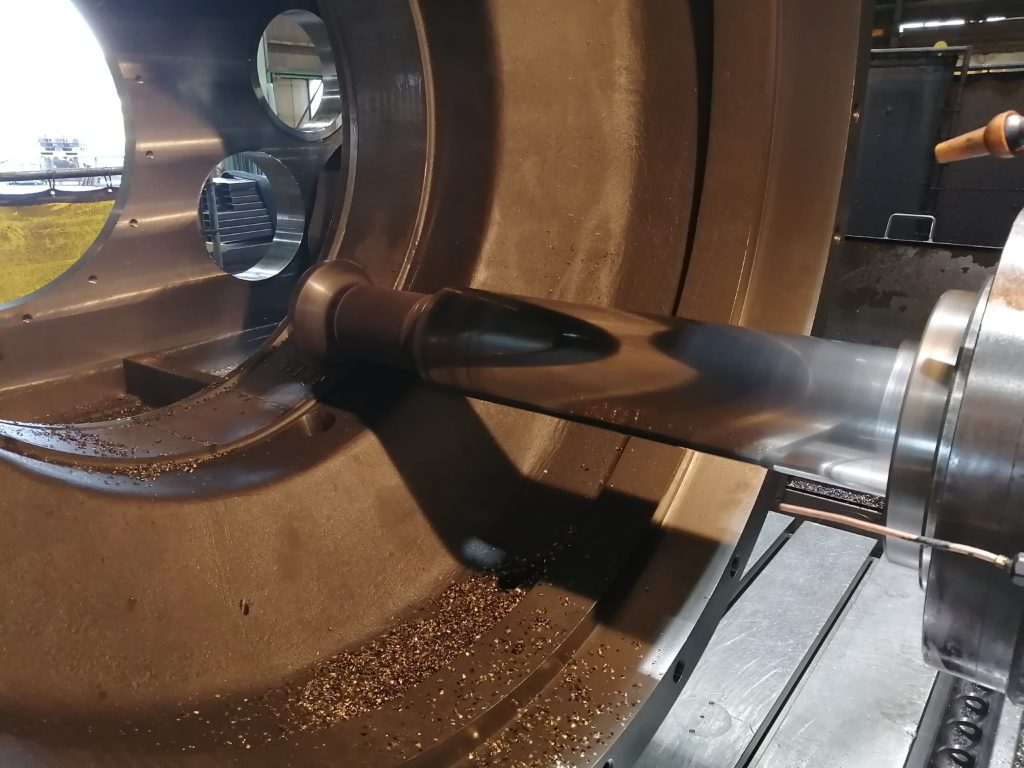
Φ800、Φ775、Φ330、Φ310、の全てのH7を片0,25残しまでボーリング加工する。計測しにくい箇所は片手でマイクロメーター(インサイド)を持ち計測します。
この様に主軸が700㍉まで伸びるので(主軸の直経は130㍉)ワークの空洞に隣接された箇所でも加工できます。
※写真は工具を回転させていない状態です。
Φ80FB切削動画
S900 F600
③夜間運転
外径Φ1300(-0,03~-0.108)の加工。内径Φ1200をΦ160FBで夜間荒加工します。運転時間は約15時間。17:00に夜間運転を始めて朝の8:00に加工終了する計算です。ここまでが初日作業。
④治具はめ込み作業
ボーリング仕上げ加工
Φ310(+0.05)をボーリングで仕上げている動画です。

Φ310(+0.05)の内径が仕上がったら、Φ380(内径Φ305)の治具をはめ込みます。
面切削で均一にして、Φ16リーマピン穴、Oリング溝加工をします。
⑤ボーリング仕上げ加工

細心の注意を払って加工する
機械加工ではよくある出来事で、ボーリング加工は温度や湿度によって穴径やマイクロメーターが微妙に変化することです。基本を抑えていても、何が起きるかわからない、と頭に入れながら加工します。特に径が大きいボーリングは尚更です。
Φ800、Φ775、Φ330の全てのH7の穴をボーリングで仕上げます。写真はΦ775(0~+0.08)の仕上げ
⑥外径Φ1300(0~+0.08) FB仕上げ

160FBで外径Φ1300(-0,03~-0.108)を夜間運転で仕上げる。主軸が直径130㍉でこその出来る加工です。
検査成績書を作成して加工終了になります。